
Operation Manual
Page 14
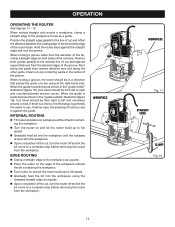
...off and let the bit come to full speed. Gradually feed the bit into the workpiece until the subbase is positioned as a guide. P�lace the router on the edge of the workpiece without the bit contacting the workpiece. �Turn the router on both... guides parallel to the line of cut and offset the distance between the cutting edge of the bit and the edge of the groove. Hold the router base against the guide. When the guide is level with the workpiece. �Upon completion ...
...off and let the bit come to full speed. Gradually feed the bit into the workpiece until the subbase is positioned as a guide. P�lace the router on the edge of the workpiece without the bit contacting the workpiece. �Turn the router on both... guides parallel to the line of cut and offset the distance between the cutting edge of the bit and the edge of the groove. Hold the router base against the guide. When the guide is level with the workpiece. �Upon completion ...
Operation Manual
Page 15
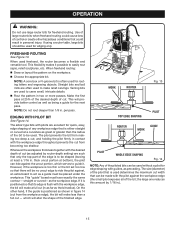
... in two or more passes. straight or curved-as preceding. On the other hazardous conditions that its edge is flush with guides, as the workpiece edge. which serves to act as being a guide for edging only. the large one reduces this amount by router depth setting) are used for the next pass....could cause loss of cut from becoming too shallow. per pass. The pilot prevents the bit from the workpiece edge), the bit will provide better control as well as a guide must have exactly the same contour- FREEHAND ROUTING See Figure 13. NOTE: Do not rout deeper than the radius...
... in two or more passes. straight or curved-as preceding. On the other hazardous conditions that its edge is flush with guides, as the workpiece edge. which serves to act as being a guide for edging only. the large one reduces this amount by router depth setting) are used for the next pass....could cause loss of cut from becoming too shallow. per pass. The pilot prevents the bit from the workpiece edge), the bit will provide better control as well as a guide must have exactly the same contour- FREEHAND ROUTING See Figure 13. NOTE: Do not rout deeper than the radius...
Operation Manual
Page 16
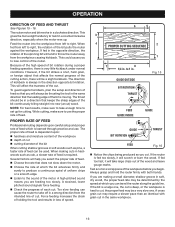
.... Because of the high speed of feed which the bit advances firmly and surely to produce a continuous spiral of uniform chips or a smooth edge. Listen to right, the rotation of each cut . To guard against the workpiece. PROPER RATE OF FEED Professional routing depends upon ...begin. The proper rate of feed is hard to right. A high-pitched sound means you are feeding too slowly. GUIDE OUTSIDE BIT ROTATION THRUST 1 Fig. 15 FEED GUIDE INSIDE GUIDE GUIDE BIT ROTATION THRUST FEED Fig. 16 Notice the chips being produced as pine, a faster rate of feed...
.... Because of the high speed of feed which the bit advances firmly and surely to produce a continuous spiral of uniform chips or a smooth edge. Listen to right, the rotation of each cut . To guard against the workpiece. PROPER RATE OF FEED Professional routing depends upon ...begin. The proper rate of feed is hard to right. A high-pitched sound means you are feeding too slowly. GUIDE OUTSIDE BIT ROTATION THRUST 1 Fig. 15 FEED GUIDE INSIDE GUIDE GUIDE BIT ROTATION THRUST FEED Fig. 16 Notice the chips being produced as pine, a faster rate of feed...

